- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Biraketa-moldeaketa kayakaren ekoizpen-prozesua
2023-01-06
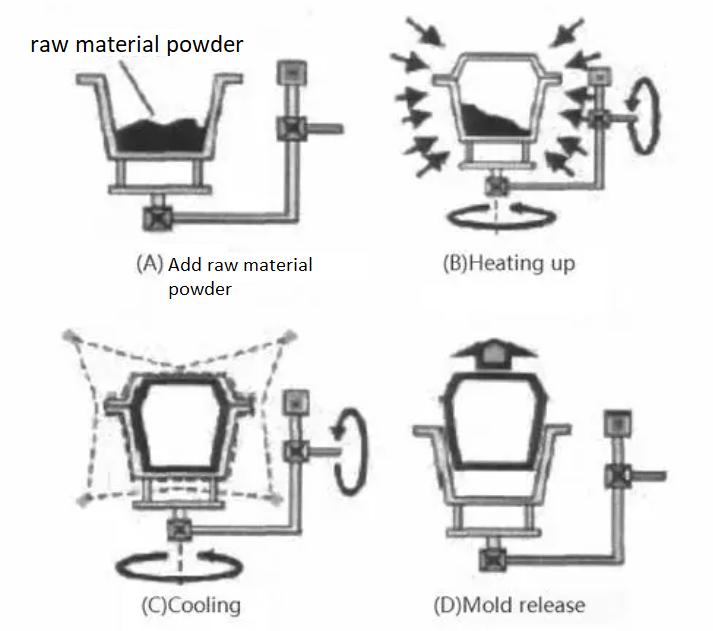
Errotazio-moldeaketa oinarrizko prozesua oso erraza da, hau da, hautsa edo polimero likidoa moldean jartzen da, berotzen eta bi ardatz bertikalen inguruan biraka (errotazioa eta iraultza).
Karga: neurketa zorrotza egin behar da materialak gehitu aurretik. Gehigarriak gehitu behar direnean, dagozkion osagaiak aurrez nahastu behar dira. Zehaztasunez pisatu azken zatirako beharrezkoa den hautsezko erretxinaren pisua, gehitu bereizitako moldearen behealdean eta, ondoren, lotu bi molde erdiak elkarrekin eta instalatu errodamendu-ardatzean;
Moldea ixtea: Moldea itxi aurretik, arreta jarri gainerako materiala moldea ixteko lekuan kentzeari, eta ziurtatu bi banatze-azalak ondo itxita daudela prozesatzen zehar material-ihesak saihesteko;
Berokuntza: Jarri materialez betetako moldea berogailu-labean (edo erabili beste bero-iturri batzuk, hala nola gas-sugarrak berotzeko), berokuntza-labearen tenperatura erretxinaren urtze-puntuaren gainetik ezartzen da eta bi ardatz nagusiak eta osagarriak perpendikularra. elkarren artean markoarekin batera biratzen dira aldi berean. . Errotazio prozesuan, moldea tenperatura jakin batera berotzen da eta gero bero mantentzen da. Materiala pixkanaka biraketaren eta berotzearen ondorioz urtzen da, moldearen barrunbearen barruko horma osoan hondoratzen da eta pixkanaka-pixkanaka materialan harrapatutako gasa kentzen du ondo eratutako produktu bat sortu arte.
Hoztea eta moldatzea: erretxina guztiz urtuta dagoenean, moldea hozte-gelara eramaten da, eta hozten da, non biraka jarraitzen du hozten den bitartean behartutako aireztapenaren bidez edo ura ihinztatuz.
Moldea desmoldatzea eta garbitzea: lehenengoak desmoldean zehar produktua kaltetu behar du, bigarrenak, berriz, moldean geratzen diren materialak eta bestelakoak garbitu behar ditu hurrengo moldaketa ziklorako prestatzeko.

Karga: neurketa zorrotza egin behar da materialak gehitu aurretik. Gehigarriak gehitu behar direnean, dagozkion osagaiak aurrez nahastu behar dira. Zehaztasunez pisatu azken zatirako beharrezkoa den hautsezko erretxinaren pisua, gehitu bereizitako moldearen behealdean eta, ondoren, lotu bi molde erdiak elkarrekin eta instalatu errodamendu-ardatzean;
Moldea ixtea: Moldea itxi aurretik, arreta jarri gainerako materiala moldea ixteko lekuan kentzeari, eta ziurtatu bi banatze-azalak ondo itxita daudela prozesatzen zehar material-ihesak saihesteko;
Berokuntza: Jarri materialez betetako moldea berogailu-labean (edo erabili beste bero-iturri batzuk, hala nola gas-sugarrak berotzeko), berokuntza-labearen tenperatura erretxinaren urtze-puntuaren gainetik ezartzen da eta bi ardatz nagusiak eta osagarriak perpendikularra. elkarren artean markoarekin batera biratzen dira aldi berean. . Errotazio prozesuan, moldea tenperatura jakin batera berotzen da eta gero bero mantentzen da. Materiala pixkanaka biraketaren eta berotzearen ondorioz urtzen da, moldearen barrunbearen barruko horma osoan hondoratzen da eta pixkanaka-pixkanaka materialan harrapatutako gasa kentzen du ondo eratutako produktu bat sortu arte.
Hoztea eta moldatzea: erretxina guztiz urtuta dagoenean, moldea hozte-gelara eramaten da, eta hozten da, non biraka jarraitzen du hozten den bitartean behartutako aireztapenaren bidez edo ura ihinztatuz.
Moldea desmoldatzea eta garbitzea: lehenengoak desmoldean zehar produktua kaltetu behar du, bigarrenak, berriz, moldean geratzen diren materialak eta bestelakoak garbitu behar ditu hurrengo moldaketa ziklorako prestatzeko.
Errotazio-moldeaketa prozesuak abantaila nabarmenak ditu beste prozesu mota batzuen aldean. Kolpe bidezko moldaketa eta injekzio bidezko moldaketarekin alderatuta, errotomoldeak errazago eta kostu-eraginkorrago ekoizten zituen tamaina desberdinetako piezak. Bere moldea ere nahiko merkea da, ez baitu barne-nukleorik lantzeko. Eta barne-nukleorik gabe, beste eredu bat egin daiteke aldaketa txiki batekin.
Aurrekoa:Nola egin kayak modu seguruan?